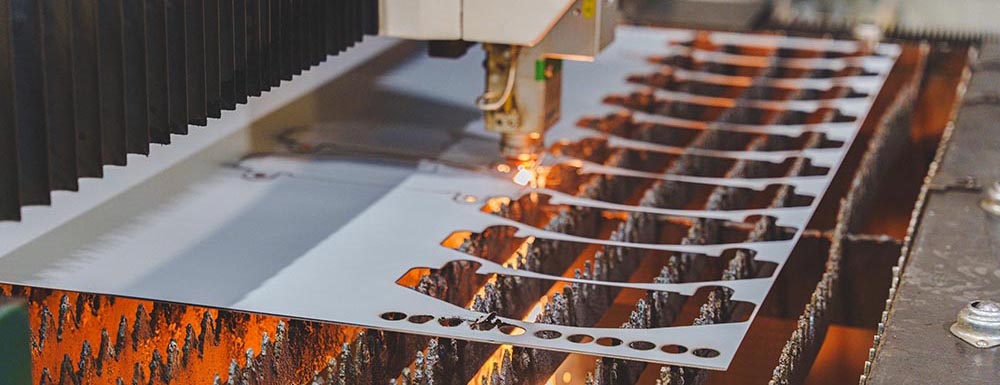
Обработка металлических деталей на лазерном оборудовании является передовой технологией. Благодаря бесконтактному воздействию светового луча, поверхность заготовки не подвержена образованию дефектов. Лазерный станок управляется посредством компьютера, оператору нужно только загрузить чертеж, настроить параметры и контролировать процесс резки. Управление процессом выполняется с применением ЧПУ, поэтому на таком оборудовании можно получать детали любой геометрии.
Чтобы сохранить качество резки на высоком уровне, лазерное оборудование нужно своевременно диагностировать, а также выполнять регламентные работы. При снижении точности геометрических параметров заготовки и образовании на ее поверхности дефектов, станку нужно провести внеплановую проверку.

Причины снижения качества резки
Появление дефектов на поверхности металла при резке может возникать не только из-за неисправности оборудования. На ход обработки влияют свойства обрабатываемого сплава, толщина детали, а также заданная чертежом геометрия. Прежде чем приступить к разборке и ремонту станка, нужно убедиться в том, что заданная программа резки соответствует типу обрабатываемого металла.
Причины снижения качества:
- не хватает мощности – банальная, но частая причина ухудшения качества резки, которая возникает при превышении максимальной возможной толщины резки для конкретной модели оборудования или в случае износа компонентов станка;
- неправильная фокусировка луча – параметры луча должны соответствовать толщине обрабатываемой детали;
- расфокусировка луча – при нарушении нормальной работы фокусирующей линзы, ее повреждении или загрязнении, в процессе работы может быть нарушено фокусное расстояние, что приведет к браку;
- не учтены индивидуальные свойства сплава, такие как коэффициенты теплопроводности, отражения, степень твердости;
- сбита настройка (юстировка) оптических зеркал;
- повреждение или износ системы накачки (оптического излучателя);
- нехватка давления газовой среды;
- налет (грязь) на оптических линзах, или появление шероховатости;
- смещение заготовки на рабочем столе в процессе резки при отсутствии закрепления или его недостаточности;
- нестабильная работа лазера при скачках напряжения в сети (при отсутствии или нехватки мощности стабилизатора напряжения).
Для обработки металлов из разных сплавов используется специализированное оборудование. Например, для работы со сталью применяют газовые СО-2 станки. А вот для меди или алюминия (латуни) используют только оптоволоконные (волоконные) станки, так как только они способны преодолеть высокую отражательную способность этих сплавов.
Как решить проблему неисправности лазерного станка
При появлении брака в обработке металла, в первую очередь нужно проверить настройки станка на соответствие:
- выбранной мощности лазерного луча толщине заготовки;
- скорости проведения резки (хода рабочей головы лазера) типу сплава и его толщине;
- фокусного расстояния светового потока;
- выбранной газовой среды, а также ее рабочих параметров (давление, химический состав);
- состояния обрабатываемой детали (наличие посторонних загрязнений).
Дополнительно проверяется укладка заготовки на рабочий стол по «маякам», а также чистота оптических элементов станка. Если после этого причина не установлена, а лазер продолжает «портить» деталь, проверяется работоспособность системы охлаждения, и влияние внешних факторов. К последним относятся исправность стабилизатора напряжения и контроль параметров электрической сети. Также важна работа системы местной и общей вытяжки (вентиляции).
При сохранении проблемы, проводится комплексная диагностика станка на предмет исправности всех его узлов. Чтобы не допускать выход из строя оборудования, проводится регламентное обслуживание, своевременный ремонт и замена расходных материалов.
Типовые дефекты станков лазерной резки
Контроль появления дефектов на поверхности заготовки позволяет определить тип неисправности станка или ошибки при его настройке.
Распространенные дефекты и их причины:
- капли металла (грат), образование заусенцев и шероховатости кромки – означает слишком высокую скорость проходки, нехватку мощности, износ сопла, а также малое давление газовой среды и расфокусировку луча;
- оплавление кромки – высокая мощность светового потока или низкая скорость проходки;
- недорез – нехватка мощности или ошибка выставления фокусного расстояния (недостаточная глубина);
- образование бороздок – несинхронная работа подачи газовой среды и лазера (либо непопадание струи газа в место реза);
- конусность – отсутствие ровного (перпендикулярного) шва, когда низ или верх места реза шире, возникает при сбое фокуса или его неправильной настройки;
- потеря линейности (деформация), разрушение и изменение цвета (побежалость) – возникают из-за избыточной мощности лазера или низкой скорости резки, вследствие чего металл перегревается;
- грязная кромка – возникает при ошибке выбора газовой среды, наличие примесей.
Часто причиной дефекта становиться загрязнение зеркал и линз станка, или их неправильная установка. Своевременная очистка и юстировка оборудования помогут решить эту проблему. В случаях, когда производится резка меди или алюминия, отраженные лучи света повреждают оптику. При такой неисправности требуется полировка или замена вышедших из строя элементов оборудования.
Регламент технического обслуживания
Для корректной работы волоконного станка, ему нужно проводить периодическую проверку и техническое обслуживание. На предприятии, эксплуатирующем лазерное оборудование, должны быть разработаны технологические карты на проведения комплекса ТО. Регламентные работы включают ежедневное, еженедельное, месячное, квартальное или годовое обслуживание.
В ежедневный регламент включают:
- проверку состояния и очистку лазерной головы станка (линз);
- проверку состояния охлаждающей системы станка, уровня жидкости и ее объема;
- контроль рабочего состояния системы подачи газовой среды (фильтры, компрессор, трубки), а также уровня газа;
- визуальный осмотр электрического и механического оборудования на наличие дефектов;
- проверка работоспособности местной вытяжки.
Еженедельные работы дополнительно включают смазку всех направляющих, внешний осмотр волоконных кабелей, очистку фильтров (воздушных). Также убеждаются в работе всех основных и вспомогательных кнопок, контроллеров и системы аварийной остановки.
Ежемесячное ТО включает ревизию электрических узлов станка, вводного электрического шкафа, а также контроль остаточного ресурса расходных материалов.
А вот при квартальном (годовом) обслуживании, производят замену охлаждающей жидкости, всех фильтрующих элементов (воздушных, жидкостных), а также ревизию всех механических передач с заменой смазки (масла). Кроме этого, выполняется проверка размещения станка по уровню и обновление ПО.
Все регламентные работы подлежат учету в отдельных журналах, где указывается дата их выполнения и объем. Дополнительно ведут журнал наработки, в котором фиксируется время работы станка от момента последнего ТО.
Чек-лист неполадок лазерных станков, их причин и способов решения
Далее приводятся частые неполадки, причины их вызвавшие, а также методы решения проблем.
| Неисправность | Причина | Устранение |
| появление грата | большая скорость резки нехватка давления газовой среды неправильный фокус | снизить скорость на 2-10% корректировка давления газовой среды настройка фокуса |
| появление конусности | высокая скорость резки неправильный фокус асимметрия луча | снизить скорость настроить фокус проверить качество луча, целостность системы накачки и магистрали |
| шероховатость | несоответствие, низкое качество газа или перебои в его подаче загрязнение сопла нагаром сбой фокуса | замена газовой среды регулировка давления очистка сопла |
| оплавление, деформация кромки | перегрев, низкая скорость подачи газа неправильный ход резки | увеличить скорость резки уменьшить мощность лазера задать правильную последовательность проходки |
Чтобы не допустить брак в обработке дорогостоящего металла или детали, после настройки всех параметров раскроя, нужно провести тестовую резку. Для этого используется аналогичная обрабатываемой детали болванка. Важно брать именно такую же заготовку, соответствующей толщины, химического состава и чистоты.
Компания «Аурис 3D» выполняет лазерную резку углеродистой, нержавеющей стали, меди и алюминия, а также латуни. Работу выполняем на волоконных станках Mitsubishi ML3015eX-F60 и OPTIPLEX 3015 FIBER. Изготовим деталь по вашим чертежам или разработаем проект. Работаем с разовыми заказами и партиями.